“Usine du futur”, “Performante dans minimum quatre des sept axes de transformation industrielle”. Voilà les coups de chapeau auxquels deux sociétés natives ou établies en Wallonie ont eu droit cette année dans le cadre de la remise des Awards “Made Different” co-organisées par Agoria et le programme Digital Wallonia.
{kind=link}
A l’honneur: l’usine de Libramont de L’Oréal, où sont fabriqués des produits capillaires (coloration, styling, soins du cheveu), et Delhez Tôlerie, PME familiale de Thimister-Clermont, en province de Liège, spécialisée dans la tôlerie fine sur mesure pour une large palette de secteurs (pharmaceutique, bâtiment, construction de machines, robotique…).
Quel parcours de transformation, quelles innovations les deux sociétés ont-elles à leur actif qui justifient cette Award? Un petit portrait de chacune d’elles s’impose.
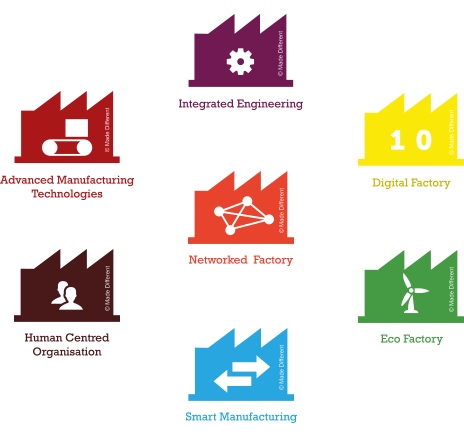
Les 7 transformations
Les 7 dimensions de la transformation industrielle “4.0”. Source: Programme Made Different.
{kind=link}
Made Different, le programme d’accompagnement des entreprises manufacturières dans leur trajet vers l’“industrie 4.0” (agilité, appropriation des nouvelles technologies…) s’articule autour d’une méthodologie de transformation comportant sept facettes ou dimensions, développée par Agoria et le Sirris (en conformité bien entendu avec des normes et méthodologies internationales).
Les 7 dimensions? Numérisation/automatisation, usine connectée/mise en réseau, usine intelligente, technologies de classe mondiale, ingénierie intégrée, production centrée sur l’humain, dimension écologique.
Vous en trouverez la définition de ces sept axes via ce site d’Agoria.
L’Oréal: le cheveu qui cache la forêt
L’usine L’Oréal de Libramont n’est pas à proprement parler un petit Poucet ou un débutant en matière d’informatisation. L’usine fait après tout partie d’un groupe à la solide réputation en matière d’innovation. En quoi dès lors le programme Made Different pouvait-il l’intéresser?
“La méthodologie Made Different apporte un regard extérieur d’experts dans différents domaines [automatisation, gestion RH, processus environnementaux…] afin de déterminer le stade que l’on a atteint dans notre transformation vers une usine “smart” qui s’adapte au marché – à ses différents marchés -, aux nouvelles demandes des clients…”, explique Laurent Mercenier, directeur de l’usine de Libramont.
“L’audit Made Different est une analyse complémentaire par rapport à ce dont nous disposons en interne, au sein du groupe L’Oréal”.
Les lignes de conditionnement de L’Oréal Libramont sont robotisées de-puis déjà quelques années…
{kind=link}
Et quels éléments ces experts externes ont-ils pu pointer d’intéressant? “Les points relevés portent essentiellement sur l’axe “eco-factory” [perspective environnementale] – chose importante dans la mesure où nous disposons de notre propre unité de biométhanisation et d’unités de recyclage des eaux et des déchets.
Ils ont également jaugé nos performances dans l’axe “network factory” [voir plus loin dans l’article] ou en matière d’usine “intelligente”. Dans ce dernier domaine, nous investissons dans des robots, des cobots (robots interactifs), ou encore dans l’impression 3D pour produire des pièces de format à insérer dans les équipements de production. Cela nous permet de développer les pièces plus rapidement et de pouvoir réagir à la demande du marché, sans nous retrouver coincés par les délais que nous imposeraient des fournisseurs.
L’impression 3D est pour nous un gain de temps et d’agilité. Sans parler du fait que nous obtenons exactement les pièces que nous voulons.
Outre des gabarits, l’impression 3D nous a déjà également servi, par exemple, pour produire un système de support pour la recharge des smartphones que nous utilisons en interne.”
Développements-pilote à Libramont
Dans l’axe “network factory”, le groupe L’Oréal organise son innovation industrie 4.0 en procédant par profs of concept, testant une solution en premier lieu à petite échelle, dans un de ses sites, avant de procéder à un déploiement plus large.
Dans ce registre, l’usine de Libramont a initié un projet d’aide aux adaptations sur la ligne de production basé sur une application pour smartphone. Cela permet de gérer sur smartphone les changements, tels que des opérations de nettoyage, d’affectation de personnel…, devant intervenir lorsque la ligne de conditionnement est affectée à la production d’autres articles. De tels changements peuvent intervenir à intervalles plus ou moins rapprochés – 8 heures, 20 minutes…
Gérer les changements d’équipe ou d’affectation des lignes de conditionnement sur smartphone… Un projet-pilote testé à Libramont.
{kind=link}
Le développement de l’appli est effectué à Libramont, sur une des lignes, avant déploiement sur d’autres sites européens ou sur d’autres lignes de conditionnement.
Un autre projet à Libramont concerne l’enregistrement automatique et le suivi de défauts relevés sur les lignes de conditionnement. “Jusqu’ici, la collecte des défauts était effectué manuellement et uniquement pour des événements importants”, souligne Laurent Mercenier.
“Désormais, toutes les informations pourront être remontées pour des statistiques plus complètes et une vision plus claire de ce qui met une ligne en défaut ou encore pour identifier par exemple le type de problème qui se produit le plus fréquemment. Auparavant, les opérateurs ne pouvaient faire ce genre de constat.”
Mieux maîtriser les processus grâce aux données
Ce genre de solution ouvre également une perspective plus intéressante en termes d’analyse et d’exploitation des données: “la remontée de défauts et d’alertes génère une masse énorme de données. Un signalement de produit mis en attente, sur une ligne, peut être le reflet d’une situation logique – par exemple, si la ligne est à l’arrêt. Par contre, s’il y a un défaut…
On travaille à une telle solution mais, pour aller plus loin, il faudra d’abord opérer une standardisation au niveau des formats de données, variés, générés par les différents équipements.”
Toujours dans le registre exploitation des données, Laurent Mercenier indique que l’usine de Libramont doit encore progresser dans “une utilisation rapide des données et des résultats d’analyse [la société a recours à la solution de business intelligence PowerBI] afin d’accélérer le pilotage de l’usine et pour adapter plus rapidement les processus aux demandes du marché”.
Laurent Mercenier (L’Oréal): “Les comportements des consommateurs évoluent. L’émergence de l’e-commerce est un réel changement. L’outil industriel doit dès lors pouvoir se synchroniser le mieux possible.”
{kind=link}
Exemple tout récent: la crise sanitaire lui a imposé d’adapter les produits sortant de ses lignes afin de compenser la perte de commandes venant des professionnels du cheveu au profit de produits utilisés à domicile par les clients finaux.
A l’avenir, les données gagneront encore en importance, que ce soit pour continuer à déployer des AGV [robots pilotés sur programmation] ou pour assurer un traçage de qualité par lot. Ou encore pour adapter les schémas de distribution des produits [à destination des différentes clientèles].
“Les comportements des consommateurs évoluent, ce qui a un effet sur les schémas de commande et de livraison. L’émergence de l’e-commerce est un réel changement. L’outil industriel doit dès lors pouvoir se synchroniser le mieux possible. Pour cela il faut pouvoir accélérer le flux d’informations, transmettre les données pour agir plus rapidement.”
Laurent Mercenier ajoute par ailleurs: “Et nous aimerions avoir une certaine dose de prédictif, grâce à l’Intelligence Artificielle. Par exemple au service de nos processus environnementaux.
La station d’épuration et l’unité de biométhanisation impliquent tout un processus biologique à entretenir. Il faut pouvoir traiter une foule de paramètres et de données (température, matières…). Nous avons besoin d’outils puissants pour calculer et nous conseiller, afin de mieux maîtriser le processus et éviter – ou expliquer – certaines dérives. L’Intelligence Artificielle et l’apprentissage automatique peuvent potentiellement produire des modèles, un éclairage sur les processus à l’oeuvre et nous proposer des solutions.”
Delhez Tôlerie: une remise en question permanente
Ça aide quand les dirigeants se disent “passionnés de nouvelles technologies”. Et c’est précisément ce qu’affirment les frères Delhez, co-dirigeants et co-actionnaires de cette société familiale de Thimister-Clermont, spécialisée dans la tôlerie fine sur mesure pour une large palette de secteurs (pharmaceutique, bâtiment, construction de machines, robotique…).
Delhez Tôlerie s’est tournée vers cette spécialisation en 2000. Les premières années, la société a tenté de trouver son bonheur – en termes de gestion opérationnelle de ses activités de production – parmi les solutions ERP existant sur le marché.
“Nous nous sommes rendu compte que les solutions ERP étaient trop standard pour pouvoir se plier à nos contraintes en tant que producteur de pièces sur-mesure”, souligne Christophe Delhez. “Le premier ERP que nous avons implémenté était certes dédié au métier de la tôlerie mais ne convenait que pour les fabricants de grandes séries. Chez nous, il s’agit systématiquement de pièces spécifiques, produites en petites voire très petites séries. Parfois même en pièces uniques.
Une autre complexité qui rend ces ERP standard inappropriés est la grande diversité de notre parc de machines et son évolution constante.”
Christophe Delhez (Delhez Tôlerie): “La solution doit nécessairement être souple sinon le moindre ajout ou la moindre modification dans un module pose des problèmes. Il est par ailleurs important que le partenaire [qui développe ou qui propose le socle de l’ERP] ait une vision claire de ce qu’on veut faire.”
Illu: CCI Liège-Verviers-NamurBon an mal an, ce sont quelques douze milles pièces qui sortent de ses lignes. Avec quasiment autant de fichiers à créer et gérer. “Nous avions besoin d’une grande souplesse dans la capacité de la solution à créer une “vie numérique” pour chaque pièce”, souligne pour sa part Marianne Ingels, directrice financière et amélioration continue chez Delhez Tôlerie.
{kind=link}
“Raison pour laquelle nous nous sommes tournés vers un ERP semi-ouvert auquel nous avons pu venir ajouter des modules qui correspondent spécifiquement à nos besoins.”
Ces développements spécifiques complémentaires n’ont pas été faits en interne mais confiés à la société verviétoise Sidéma.
Le but était de donner naissance à une solution modulaire – et donc évolutive – et personnalisée, pouvant prendre en charge toute une série de fonctions. “Nous ne créons certes pas les pièces nous-mêmes dans la mesure où nous recevons les designs et les plans de nos clients mais, sur base de ces fichiers, nous devons décider du type de découpe, de finition, définir le plan de fabrication, générer le devis, effectuer le suivi de qualité et bien entendu le suivi administratif proprement dit.”
“La solution doit nécessairement être souple”, souligne Christophe Delhez. Pour plusieurs raisons: d’une part, pour éviter les problèmes en cas d’ajout de nouveau module ou de modification à l’existant ; d’autre part, “en raison de la multitude d’exceptions qu’implique notre grand nombre de clients – et ils sont environ 700 sur base annuelle.”
“Une solution ERP ne peut contenir à tous”, confirme Marianne Ingels. “Avec 700 clients, il est impossible de tenir compte de toutes leurs spécificités” [ce qui explique qu’il n’y ait pas d’intégration directe entre les systèmes informatiques des clients et ceux de Delhez Tôlerie]. Il faut donc une solution qui soit un compromis.”
Une des évolutions futures à laquelle réfléchit Delhez Tôlerie – sans encore avoir décidé de sauter le pas – serait de permettre aux clients d’avoir directement accès à l’information sur l’évolution de leur commande.
D’Excel au sans papier
Dès 2016, la société disait adieu à ses fichiers Excel, largement insuffisants pour satisfaire ses besoins. Aujourd’hui, c’est le papier qui a virtuellement disparu de sa réalité quotidienne. “Depuis un an, chaque travailleur dispose d’une tablette pour que chacun, selon son rôle, puisse accéder aux plans et aux informations du client dont il a besoin. Les plans papier ont quasiment tous disparus…”
Source: CCI Liège-Verviers-Namur
{kind=link}
Entre-temps, une série de modules ont été développés et greffés à l’ERP: production management system, gestion de l’atelier… D’autres sont encore planifiés: gestion de découpe, logiciel de messagerie, modernisation de la gestion de qualité, gestion des stocks de matières… Objectif commun: continuer d’améliorer les processus de production.
La transformation – ou évolution – numérique de l’usine passe aussi par une généralisation croissante de machines équipées d’origine de capteurs. “Nos derniers équipements sont tous dotés d’un système d’autodiagnostic, notamment pour pouvoir identifier le composant d’une machine qui est la source d’une panne.”
Les machines sont en outre de plus en plus connectées au réseau de la société et certaines peuvent prévenir d’une panne – via notification sur GSM, à toute heure du jour ou de la nuit. “Quand nous aurons suffisamment progressé, nous installerons des capteurs pour surveiller la température, la consommation énergétique des machines, etc.
Lorsque l’on fait du sur-mesure et que l’on produit une multitude de pièces différentes comme nous, il faut plus encore pouvoir se fier au suivi des équipements par le logiciel…”
Amélioration continue
Christophe Delhez décrit sa société – et lui-même – comme adepte de l’amélioration continue. “C’est une remise en question permanente. Et c’est une chose vers laquelle nous poussent également des acteurs tels que le Sirris ou le Pôle Mecatech avec lesquels nous procédons à des échanges réguliers. Nous aimons partager, faire appel à des experts externes qui donnent d’autres points de vue sur ce que nous mettons en place.”
Christophe Delhez (Delhez Tôlerie):“C’est une remise en question permanente. Nous aimons partager, faire appel à des experts externes qui donnent d’autres points de vue sur ce que nous mettons en place.”
Rien d’étonnant dès lors à ce que Delhez Tôlerie se soit engagé dans le programme Made Different. “Ce programme donne de la structure au développement d’une entreprise”, estime Marianne Ingels. “A nos yeux, les sept axes de la méthodologie de transformation qu’il propose ne vont pas les uns sans les autres. On ne saurait dissocier la dimension “digitale” de l’encadrement humain ou de l’impact écologique.”
L’audit par lequel la société est passée, dans le cadre de ce programme, “a permis de mettre le doigt sur l’un ou l’autre point faible dans le flux des pièces. Par exemple, pour cause d’engorgement sur des machines trop sollicitées, qui bloquaient les suivantes. Nous avions déjà conscience de ces problèmes mais l’audit nous les a confirmés. De quoi modifier la planification de la ligne de production ou décider d’installer de nouvelles machines…”
Aux yeux de Christophe Delhez, le prix “Usine du futur” reçu dans le cadre du programme Made Different est plus que symbolique. Il est non seulement la confirmation officielle que la société a “performé” dans au moins quatre des sept axes de transformation mais il “percole” également. “Nous avons été assez étonnés de constater que nos clients et nos fournisseurs en ressentaient, eux aussi, de la fierté. L’annonce du prix percole et crée une dynamique. C’est aussi le témoignage qu’il y a réellement une Wallonie qui gagne…”
Découvrez-nous sur Facebook
Suivez-nous sur Twitter
Retrouvez-nous sur LinkedIn
Régional-IT est affilié au portail d’infos Tribu Médias.